
Um die Herausforderungen zu verstehen, die miniaturisierte Komponenten für den Lotpastendruck mit sich bringen, müssen wir zunächst das Flächenverhältnis des Schablonendrucks (Flächenverhältnis) verstehen.
Beim Lötpastendruck von miniaturisierten Pads gilt: Je kleiner das Pad und die Schablonenöffnung, desto schwieriger ist es für die Lötpaste, sich von der Schablonenlochwand zu lösen. Um das Lötpastendrucken von miniaturisierten Pads zu lösen, gibt es die folgenden Lösungen als Referenz:
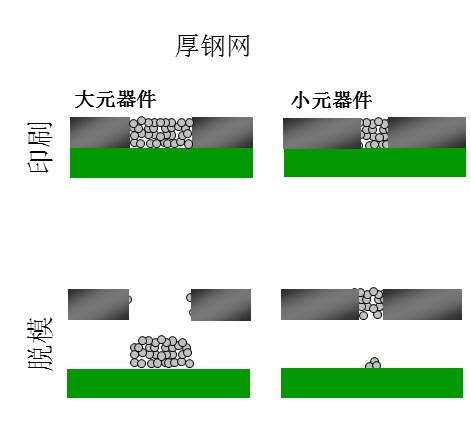
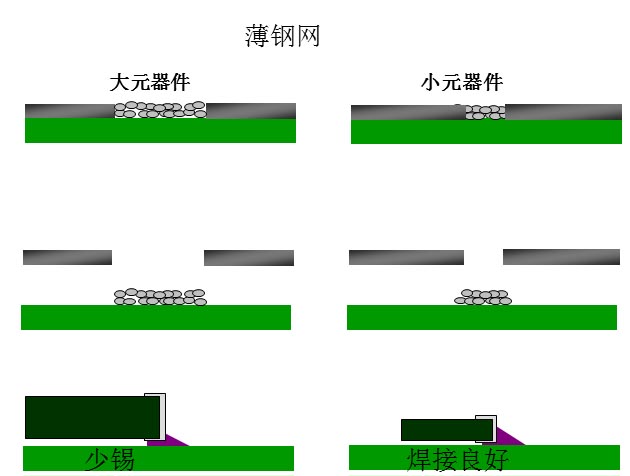
- Die direkteste Lösung besteht darin, die Dicke des Stahlgeflechts zu verringern und das Flächenverhältnis der Öffnungen zu erhöhen. Wie in der Abbildung unten gezeigt, ist das Löten der Pads kleiner Komponenten nach Verwendung eines dünnen Stahlgeflechts gut.Wenn das hergestellte Substrat keine großformatigen Komponenten aufweist, ist dies die einfachste und effektivste Lösung.Befinden sich jedoch große Bauteile auf dem Substrat, werden die großen Bauteile aufgrund der geringen Zinnmenge schlecht verlötet.Wenn es sich also um ein High-Mix-Substrat mit großen Komponenten handelt, benötigen wir die unten aufgeführten anderen Lösungen.
- Nutzen Sie die neue Stahlgeflechttechnologie, um die Anforderungen an das Verhältnis der Öffnungen in der Schablone zu reduzieren.
1) FG-Stahlschablone (Fine Grain).
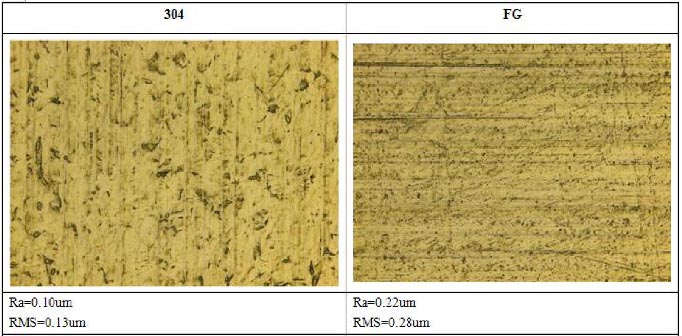
FG-Stahlblech enthält eine Art Niob-Element, das die Körnung verfeinern, die Überhitzungsempfindlichkeit und Anlasssprödigkeit von Stahl verringern und die Festigkeit verbessern kann.Die Lochwand aus lasergeschnittenem FG-Stahlblech ist sauberer und glatter als die von gewöhnlichem 304-Stahlblech, was die Entformung erleichtert.Das Öffnungsflächenverhältnis des Stahlgeflechts aus FG-Stahlblech kann unter 0,65 liegen.Im Vergleich zum 304-Stahlgewebe mit dem gleichen Öffnungsverhältnis kann das FG-Stahlgewebe etwas dicker als das 304-Stahlgewebe hergestellt werden, wodurch das Risiko von weniger Zinn bei großen Bauteilen verringert wird.
Zeitpunkt der Veröffentlichung: 05.08.2020